







 分享
分享



品牌: |
深圳市宏大电子设备有限公司 |
所在地: |
广东 深圳市 |
起订: |
≥1 台 |
供货总量: |
200 台 |
有效期至: |
长期有效 |
电源电压: |
220Ⅴ50HZ |
功率: |
900-4200W |
频率: |
15K 20K |
详情介绍
|
|
Csh-1530 |
|
功率 POWER |
3000W |
|
频率 FREQUENCY |
15KHz |
|
输入电压 INPUT VOLTAGE |
220V |
|
输入电源 INPUT POWER |
2A |
|
焊头行程 HORN JOURNEY |
100mm |
|
输出时间 OSCILLATION TIME |
0.01-6s或数控1-99s |
|
焊接面积 WELDING CAPABILITY |
300m/m φ |
|
机器重量 WEIGHT OF MACHINE |
110kg |
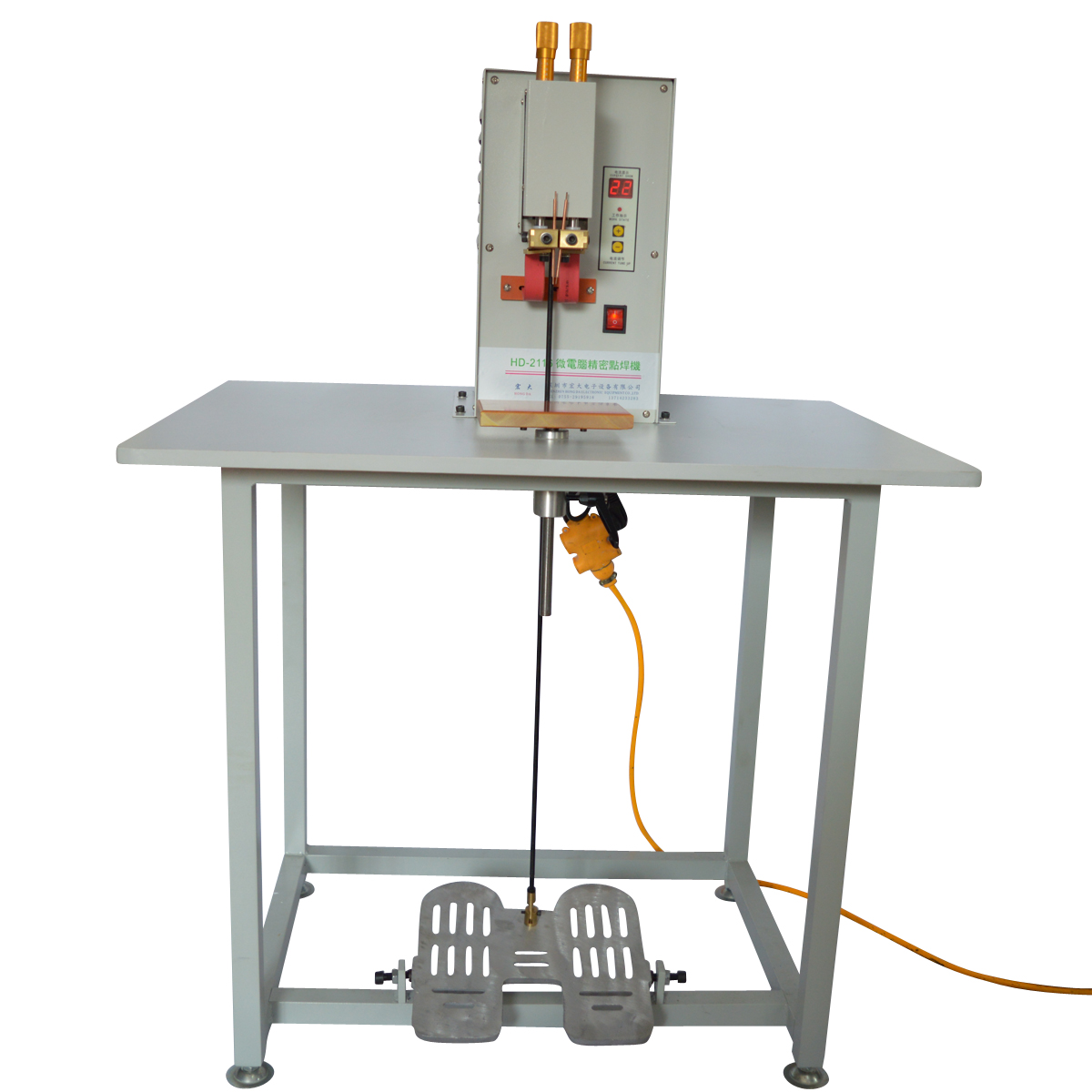
 超声波塑胶焊接原理是由发生器产生20KHZ(或15KHZ)的高压、高频信号、通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及内在分子件的摩擦而使传处到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当振动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。
超声波塑胶焊接原理是由发生器产生20KHZ(或15KHZ)的高压、高频信号、通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及内在分子件的摩擦而使传处到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当振动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。
当超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。这个压力是焊接部分的边长与边缘每1mm的压力之积。
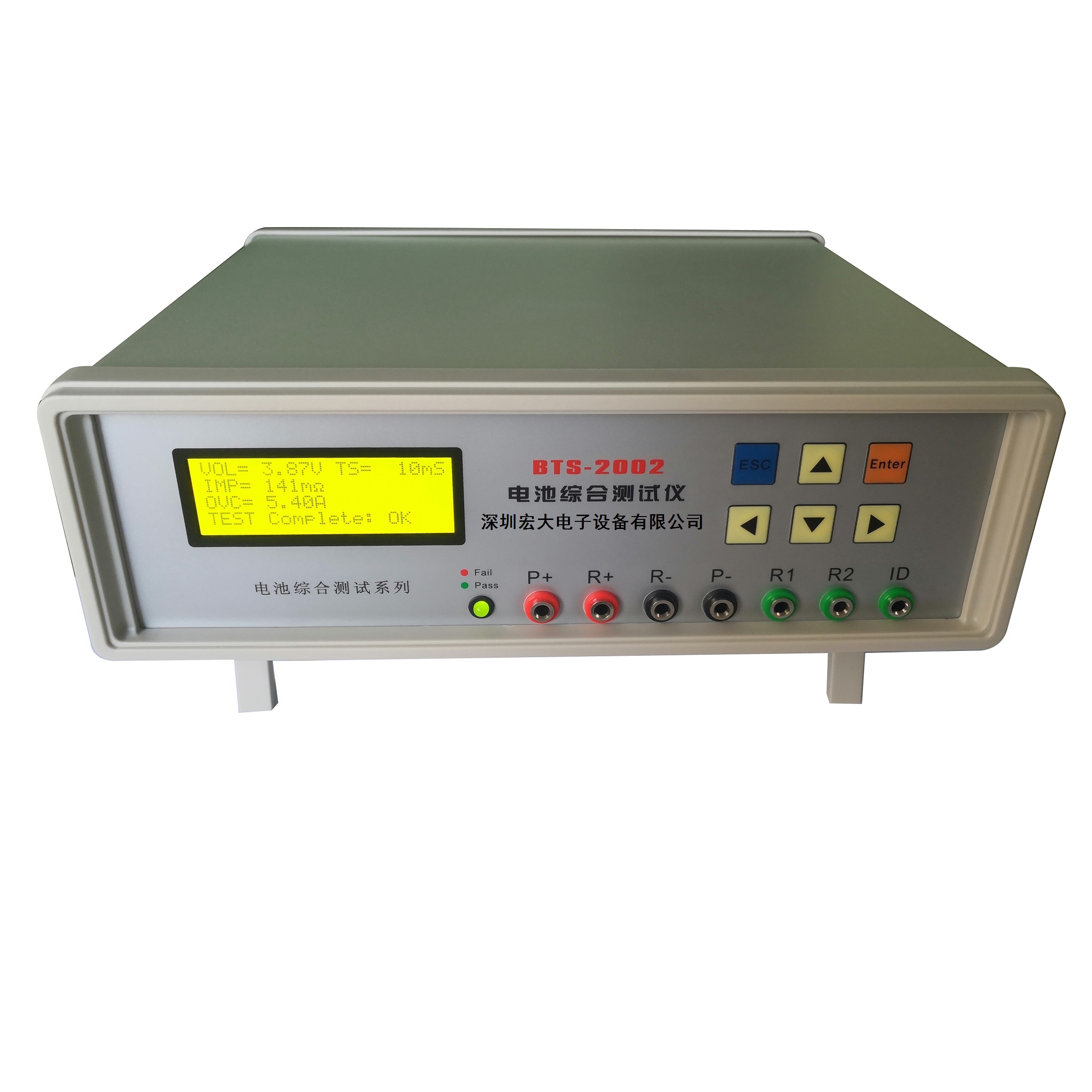
IC精密控制电路,自动过载保护系统;
采用数字码精控开关,1/100准确设定;
四点式平衡调节,简易调节焊头;
日本原装NTK换能器(振动子),功率输出强大于同行;
空载、免载时均有谐振,无须调节焊头频率;
长方形立柱、圆柱可选,导向轴承,精密微调;
采用涡轮转动轻松调节机身行程,解决了常规机的调节弊端;
日本皇牌合金钢变辐杆,音波强劲平稳;
自设焊模工场,采用美国航天7075、6064铝合金材质,经久耐用;
采用意大利、日本、美国、韩国、台湾等各厂电子原件,性能卓越可靠。

相关评论 共0条