






 分享
分享


品牌: |
中勋 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
99999 件 |
有效期至: |
长期有效 |
详情介绍
特殊程序保护密码读取
在生产中,若被保护的程序密码被遗忘,或者被他人误删除,则无法对特殊程序编辑、修改或读取,此时可通过PMC程序中的窗口数据读取指令来读取密码[3]。1)窗口数据读取SUB51(WINDR):可读取坐标轴、主轴信息,CNC信息,具寿命管理等信息[4],读取CNC参数信息控制数据地址如表2所示,功能代码含义如表3所示,结束代码含义如表4所示2)窗口数据读取指令程序如下:3)数据D设置。若要通过SUB51指令读取特殊程序的保护密码,需预先通过手动设定(或程序自动)数据D相关参数(D2010、D2014、D2016、D2018)的数值。手动设置时,需要设置数据D2010=17,D2014=4,D2016=3210,D2018=0。执行完SUB51指令后,查看D2020的数值就是预先设定的密码。
3结语
随着“中国制造2015”提出,智能制造是新一轮工业革命的核心技术,而数控机床又是智能制造的基础单元,数控机床的正常运转需要各类文件做支撑,机床在使用过程中,有可能出现数据丢失、参数紊乱等情况,因此,文件的保护和读取工作十分重要。系统文件、参数、PMC程序等数据信息,在机床调试后,由机床操作人员进行整体数据备份或者个别数据备份(整体数据备份可缩短系统恢复时间,但不能在电脑查阅或者修改备份的文件;个别数据备份可在电脑查阅或者编辑备份内容,但操作时间较长),同时,对在机的程序文件采取必要的保护措施。而对于机床维修人员需要掌握必要的维修技巧,能够读懂、编写PMC程序来获取系统参数、机床运行状态(主轴温度、速度、机床坐标位置等参数)等信息,以达到及时、可靠排除机床故障的工作目标,也为实现数控机床程序文件等信息共享提供一条有效便捷的途径。
维修业务:
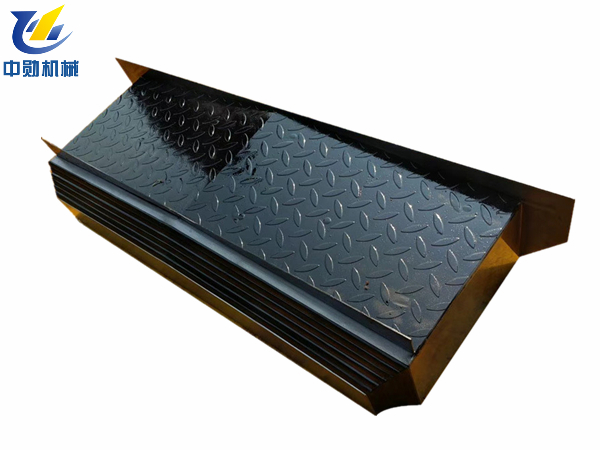
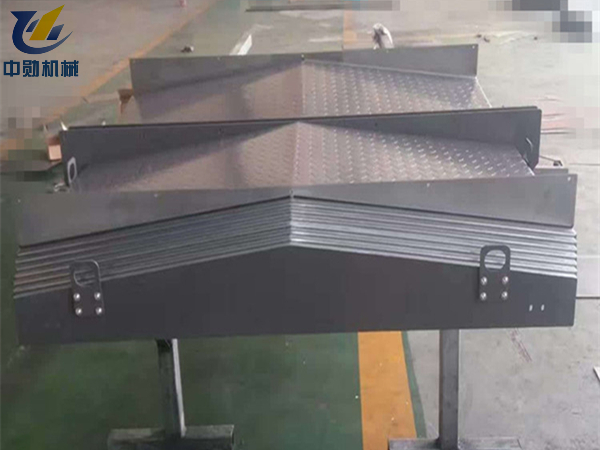
想要维修的护罩,用户需将坏掉的护罩照片交由我看,确定护板具备维修价值的,用户可直接把坏掉的护罩寄到我厂进行修复,若是用户可自行维修的,我厂也可提供维修所需要的附件。
我公司以质量求生存,以信誉求发展,确立用户、质量、信誉、服务,生产货真价实的产品投放市场满足用户需要是我厂的销售宗旨。如果您对安装有何不解,或有什么愿望和想法,请及时与我公司,我公司在24小时内帮您!
防护罩的节数对其比例、重量及运行特性都很重要。每个单节都应尽可能的长,这样可以减少节数,降低成本。一般情况拉伸与小压缩比例应在3:1和5:1之间。1提出问题
如图1所示,该零件是某量具厂千分尺上一个精密零部件,品名为螺纹轴套,材料为45钢,如平常用到规格0~25mm、25~50mm、50~75mm等外径千分尺,测量工件厚度尺寸或外圆轴类尺寸,均通过该类型零件、螺纹丝杠、调节环(用来调整螺纹丝杠与螺纹轴套间隙)等零件组装,达到精确测量的目的。在实际车削加工过程中,其机床、工件和具分布如图2所示,车床导轨为纵向装,具加工和换过程易出现碰到工件现象(每个操作动作应考虑到先在Z轴留有足够安全距离)。目前遇到的问题有:(1)06.38幣""mm、06.9常”"mm尺寸如何保,同时如何保同轴度要求。(2)M9x0.5mm、M7.5x0.5mm(螺纹孔06.9mm)螺纹编程及测量加工技巧。(3)图1中lmmx0.5mm切槽加工编程及毛刺去除,通过计算,右侧为M9x0.5mm,那么单边壁厚就只有(9-0.5x0.6495x2-7.5)/2=0.425(mm),加工易变形、断裂,在加工过程中,应保切槽深大于M9x0.5mm的牙深0.6495x0.5=0.33(mm)即可,达到壁厚更厚。(4)避空孔08呼mm加工困难。该孔易出现堵屑,且加工“让”现象严重,锥度导致壁厚差达0~0.5mm,同时在加工调试中,杆很容易碰到06.9泸mm孔壁,导杆再磨小,如磨到04mm,杆细而长,杆有效长度必须〉41mm,变形更为严重,同时,该到杆外圆距离应大于(8.2-6.8)/2=0.7(mm),这样通过杆调整一定斜度,才能避开碰到内孔孔壁,目前具都是自己手工磨制,严重影响生产效率。针对以上问题,从车间设备实际情况出发,进行问题分析,力求找到更好的解决方法。

相关评论 共0条